

{kind=link}
Comparative opening: why this matters now
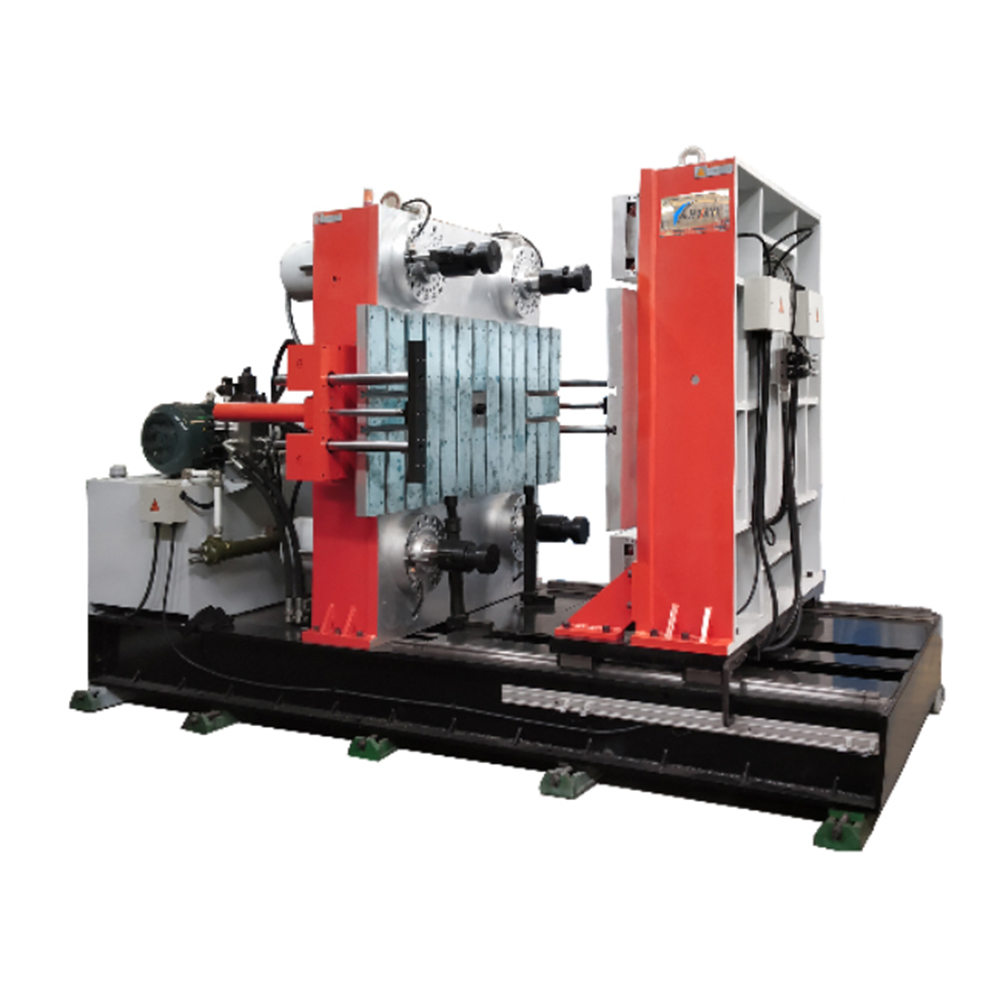
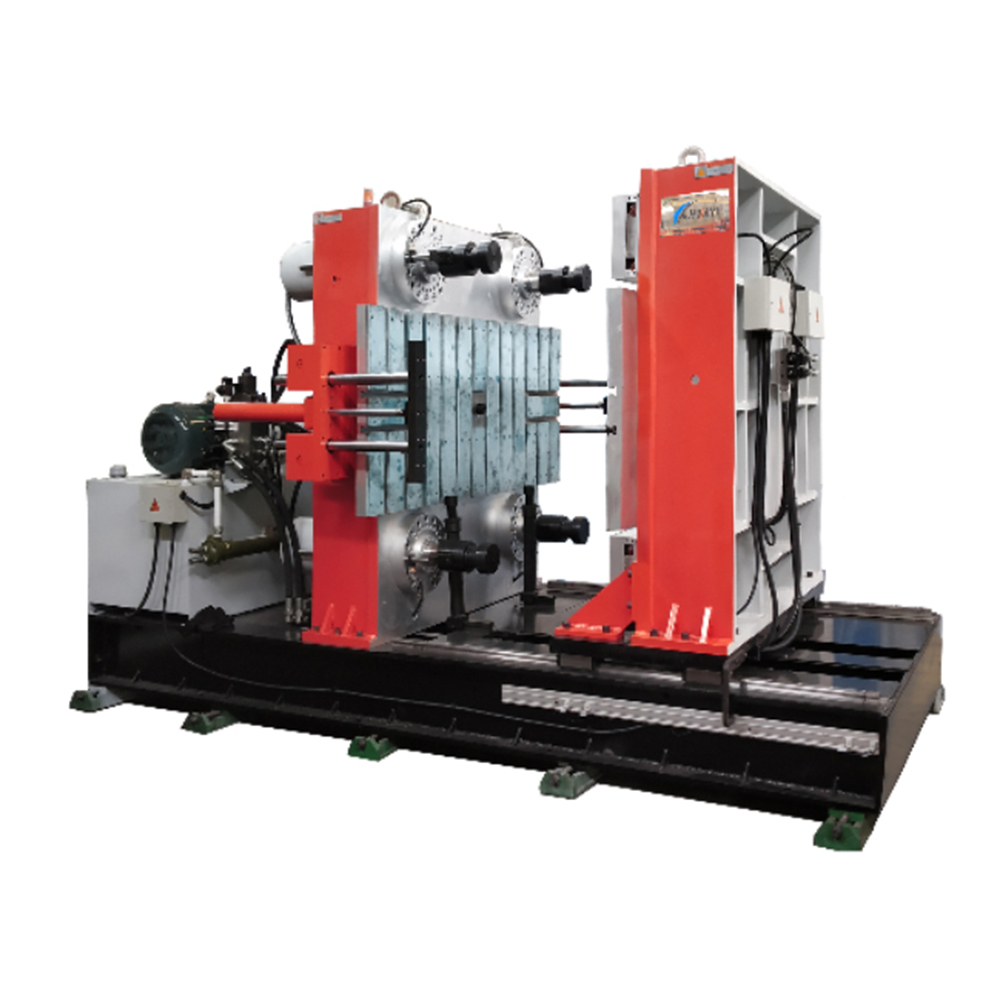
The gap between traditional compression molding and modern injection techniques defines product outcomes for HCR applications—part accuracy, cycle time, and material consistency. This piece compares workflows across equipment classes, focusing on how an advanced horizontal rubber injection molding machine stacks up against specialized vertical and hybrid platforms. Expect direct comparisons on clamping force, shot volume, and cure time while keeping a practical lens on tool cost and throughput. The automotive push for more sealed elastomer components—fueled by electrification in manufacturing centers like Stuttgart and Detroit—makes these trade-offs material and immediate.
Performance benchmarks that drive decisions
For HCR, three benchmarks decide ROI: dimensional repeatability, cycle time per cavity, and material waste. Injection speed and mold venting determine repeatability; improper venting creates flash and unpredictable shrinkage. Shot weight control tightens tolerances but requires precise screw metering or plunger systems on the machine. On average, horizontal platforms deliver easier multi-cavity balancing and faster automation integration; vertical units can reduce footprint and improve vertical gating for certain part geometries. Use these benchmarks to quantify choices rather than relying on brand claims.
Tooling and process trade-offs
Mold design is the constant variable. A horizontal clamp makes ejection and automated handling straightforward; a vertical clamp can simplify insert loading for overmolding. Think about venting paths and gate location early—HCR tolerates less trapped gas than LSR. Tool steel selection and cooling channel layout control cure time and cycle variation. When specifying a machine, align clamping force and max shot volume to the largest part run you expect; underspecifying creates recurring scrap and cycle instability.
Common mistakes and practical alternatives
Manufacturers often underinvest in melt delivery—leading to inconsistent shot weight and longer cure windows. Avoid undersized feed systems and mismatched nozzle geometries. Another recurring error is forcing high injection speeds without considering mold venting; result: burn marks and premature tool wear. Alternatives include revisiting gating strategy, switching to a hybrid vertical-horizontal handling cell, or deploying purpose-built degassing on the feed line—small capital that reduces scrap markedly. —A modest redesign up front frequently pays back in months, not years.
Comparing machines: what to prioritize
Compare units across three dimensions: mechanical precision, control architecture, and automation compatibility. Mechanical precision governs repeatability (look at drive resolution and platen rigidity). Control architecture shapes process stability—closed-loop pressure and position control matters for shot-to-shot consistency. Automation compatibility affects cycle time and labor cost; horizontal platforms often integrate robots more easily for in-line trimming and inspection. For HCR parts with tight tolerances, prioritize control architecture slightly above raw clamp rating—precision beats brute force in production quality.
![]()
Advisory: three golden rules for selecting equipment
1) Match shot capacity to your max part shot plus 20% margin. Undersized reservoirs cause process instability and unpredictability. 2) Validate control features: require closed-loop pressure, programmable cure profiles, and high-resolution metering. These address shot weight drift and cure time variability. 3) Audit automation and service pathways: ensure robot integration, easy mold change, and local technical support—especially if your line must scale rapidly during demand spikes like the 2020 PPE surge.
Closing synthesis and practical next step
Decisions should be measurable: compare expected scrap rate reduction, cycle-time improvement, and tooling changeover time across candidate platforms. When those metrics align, the chosen machine becomes an operational multiplier. Consider the horizontal injection machine option where handling and multi-cavity balance are priorities; where vertical gating reduces secondary operations, choose vertical—each has a precise role. This is why experienced teams pair bench trials with supply-line checks before committing to production-scale tooling.
HWAYI understands these technical subtleties and positions equipment selection around measurable outcomes—this is the practical value they bring to elastomer production. —Final thought: choose equipment that answers your metrics, not your assumptions.